Peter Nyhuis (unter Mitarbeit von Wiebke Hartmann)
Als bekanntes Beispiel für eine zentrale Bestandsregelung gibt die Conwip-Steuerung als Verfahren der Auftragsfreigabe einen Auftrag frei, wenn der Bestand der Fertigung einen zuvor definierten Plan-Bestand unterschreitet. Aus einer Liste wird der Auftrag höchster Priorität zur Freigabe ausgewählt.
Entwicklung
Spearman und Hopp prägten den eingängigen Namen (Conwip – Constant Work in Process) und haben erheblichen Anteil an der Verbreitung des Fertigungssteuerungsverfahrens seit den neunziger Jahren [Spearman, Hopp, Woodruff 1989; Spearman, Woodruff, Hopp 1990; Spearman, Zazanis 1992; Hopp, Spearman 1996]. Grundidee des Verfahrens ist es, den Bestand einer Fertigung bzw. einer Fertigungslinie auf konstantem Niveau zu halten.
Verfahrensbeschreibung
Die Conwip-Steuerung gibt einen Auftrag frei, sobald der Bestand einer Fertigungslinie eine vorgegebene Bestandsgrenze unterschreitet (vgl. Abbildung 1).
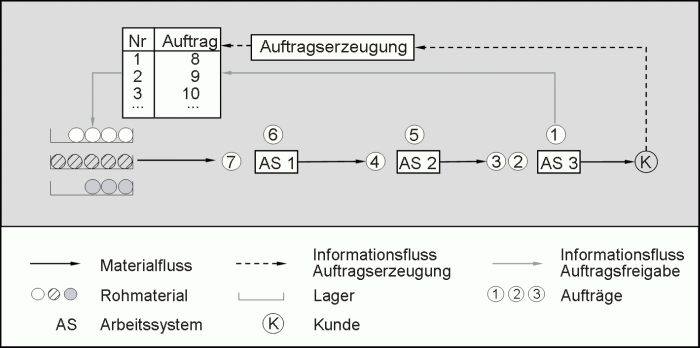
Abb. 1: Prinzip der Conwip-Steuerung [Lödding 2008]
Der Auftrag mit der höchsten Priorität wird aus der Liste freizugebender Aufträge ausgewählt, die alle bekannten, aber noch nicht freigegebenen Aufträge, deren Plan-Starttermin innerhalb eines definierten Vorgriffshorizonts liegt, enthält [Hopp, Spearman 1996, S. 434].
Um das Bestandsniveau einer Fertigungslinie einzustellen bzw. zu begrenzen, werden Conwip-Karten eingesetzt. Ohne begleitende Conwip-Karte darf ein Auftrag nicht freigegeben werden. Eine nach Auftragsfertigstellung frei werdende Conwip-Karte autorisiert die Freigabe eines weiteren Auftrages.
Die Anzahl der Conwip-Karten kann
-
im Betrieb über die schrittweise Reduzierung der Anzahl der Karten von einem als ausreichend bekannten bzw. angenommenen Anfangsbestand,
-
im Betrieb über die Ableitung aus der gültigen Plan-Durchlaufzeit der Fertigungslinie [Hopp, Spearmann 1996, S. 434] oder
-
modellbasiert im Rahmen einer logistischen Positionierung auf der Grundlage von Produktionskennlinien ermittelt werden [Lödding 2008, S. 335 f].
Der Vorgriffshorizont beschreibt die maximale Zeitdauer, die ein Auftrag vor dem geplanten Starttermin freigegeben werden darf. Die Conwip-Steuerung gibt einen Auftrag vorzeitig frei, wenn entweder Probleme in der Materialbereitstellung auftreten oder der Ist-Abgang den Plan-Abgang übertrifft.
Eigenschaften
Die Conwip-Steuerung weist folgende wesentliche Eigenschaften auf:
-
Der Gesamtbestand einer Fertigungslinie kann auf einem definierten Niveau geregelt werden. Der Bestand an den einzelnen Arbeitssystemen kann dabei je nach Auftragszusammensetzung variieren.
-
Die Freigabe der Aufträge über die Conwip-Karten bewirkt einen zeitlichen Belastungsabgleich.
-
Es werden keine Reihenfolgevertauschungen innerhalb der Linie veranlasst.
-
Die Conwip-Steuerung integriert keine Rückstandsregelung.
-
Ein Kapazitätsabgleich ist nicht Bestandteil der Conwip-Steuerung.
-
Die Conwip-Steuerung stellt ein sehr einfaches Fertigungssteuerungsverfahren dar [Spearman, Hopp 1996, S. 432 ff; Lödding 2008, S. 331 ff].
Anwendung
Ein sinnvoller Einsatz der Conwip-Steuerung ist gegeben, wenn:
-
Fertigungsaufträge existieren, die auf Freigabe warten,
-
ein möglichst geradliniger Materialfluss vorliegt
-
und Belastungen und Kapazitäten mittelfristig aufeinander abgestimmt sind.
Folgende Gründe können dafür sprechen, die Conwip-Steuerung nicht anzuwenden:
-
Die Conwip-Steuerung kann die Vorgaben der Produktionsplanung nicht umsetzen, wenn der Plan-Bestand zeitweilig größer ist als die Bestandsgrenze der Conwip-Steuerung.
-
Bei Unterauslastung wirkt eine vorzeitige Auftragsfreigabe und -fertigstellung bestandserhöhend [Lödding 2008, S. 337 f].
-
Eine Auftragsfreigabe mit arbeitssystemspezifischem Belastungsabgleich erzielt bei vergleichbarem Bestand bei komplexen Materialflüssen eine höhere Leistung.
-
Die Engpasssteuerung erzielt bei einem eindeutig definierten Durchsatzengpass bei einem vergleichbaren Bestand eine höhere Leistung.
Literatur
Hopp, Wallace J.; Spearman, Mark L.: Factory Physics. Chicago et al. : Irwin, 1996.
Lödding, Hermann: Dezentrale bestandsorientierte Fertigungsregelung. Düsseldorf : VDI-Verlag, 2001.
Lödding, Hermann: Verfahren der Fertigungssteuerung. 2. Auflage, Berlin et al. : Springer, 2008.
Spearman, Mark L.; Hopp, Wallace J.; Woodruff, David L.: A Hierarchical Control Architecture for Constant Work-in-Process (CONWIP) Production Systems. In: Journal of Manufacturing and Operations Management 2 (1989), Nr. 3, S. 147-171.
Spearman, Mark L.; Woodruff, David L.; Hopp, Wallace J.: CONWIP: a pull alternative to kanban. In: International Journal of Production Research 28 (1990), Nr. 5, S. 879-894.
Spearman, Mark L.; Zazanis, Michael A.: Push and pull productions systems: Issues and comparisons. In: Operations Research 40 (1992), Nr. 3, S. 521-532.