Die Zeitwirtschaft umfasst die im Rahmen der Termin- und Kapazitätsplanung durchzuführende Grobterminierung der Fertigungsaufträge mit den Schritten Durchlaufterminierung, Kapazitätsplanung und Kapazitätsabgleich. Der zentrale Begriff der Zeitwirtschaft ist die Durchlaufzeit. Diese steht im Mittelpunkt des Beitrags.
Begriff
Gegenstand der auch als Termin- und Kapazitätsplanung bezeichneten Zeitwirtschaft ist die grobe Festlegung der Start- und Endtermine der Fertigungsaufträge und der zu ihrer Durchführung notwendigen Arbeitsgänge (Grobterminierung) auf Basis der im Rahmen der Sekundärbedarfsplanung festgelegten Ecktermine der Aufträge und unter Berücksichtigung der für die Produktion zur Verfügung stehenden Kapazitäten. Sie basiert auf Methoden der Projektplanung, speziell auf der Netzplantechnik, die die Zusammenhänge zwischen den einzelnen Arbeitsgängen eines Fertigungsauftrags in Form eines Netzplans oder Auftragsnetzes darstellt (Strukturplanung) und darauf aufbauend zunächst Zeitanalysen (Zeitplanung) sowie anschließend Kapazitäts- und Kostenanalysen bzw. -planungen ermöglicht [Küpper/Helber 2004, S. 239; Schweitzer 1994, S. 690-691].
Die Termin- und Kapazitätsplanung vollzieht sich in drei Schritten:
Durchlaufzeit
Die zentrale Größe der Zeitwirtschaft ist die Durchlaufzeit. Dabei sind die vorgangsbezogene und die auftragsbezogene Durchlaufzeit zu unterscheiden [Glaser, Geiger, Rhode 1992, S. 141-142]:
-
Die vorgangsbezogene Durchlaufzeit (Arbeitsplatzdurchlaufzeit) beinhaltet die Zeitspanne zwischen dem Eintreffen eines Fertigungsauftrags am betrachteten Arbeitsplatz und der Bereitstellung des (bearbeiteten) Auftrags am nachfolgenden Arbeitsplatz bzw. im Fertigwarenlager oder Versand.
-
Die auftragsbezogene Durchlaufzeit (Produktionsdurchlaufzeit) ergibt sich als Summe der Durchlaufzeiten aller zur Erledigung eines Fertigungsauftrags zu verrichtenden Arbeitsvorgänge, ggf. zzgl. einer Endliegezeit, falls ein Kundenauftrag vor dem Liefertermin fertig wird. Sie entspricht somit der Zeitspanne zwischen dem Eintreffen eines Fertigungsauftrags am ersten zu durchlaufenden Arbeitsplatz und der Bereitstellung des abgeschlossenen Auftrags im Fertigwarenlager oder Versand.
Komponenten der Durchlaufzeit
Die (auftrags- und vorgangsbezogene) Durchlaufzeit setzt sich aus verschiedenen Komponenten zusammen [Vahrenkamp 2008, S. 182-183; Zäpfel 2001, S. 186-187; Fandel/Fistek/Stütz 2011, S. 664]:
-
Die Rüstzeit beinhaltet die Zeit, die für die Vorbereitung einer Bearbeitungsstation für den neuen Fertigungsauftrag benötigt wird. Sie kann von dem vorher auf dieser Station bearbeiteten Auftrag abhängig sein (reihenfolgeabhängige Rüstzeit) oder nicht (reihenfolgeunabhängige Rüstzeit).
-
Unter der Bearbeitungszeit versteht man die für die Durchführung der vorgesehenen Arbeitsgänge benötigte Zeit. Sie errechnet sich durch Multiplikation der Losgröße mit der jeweiligen Bearbeitungszeit pro Stück, der sog. Stückzeit.
-
Die für die Qualitätskontrolle benötigte Zeit wird als Kontrollzeit bezeichnet.
-
Die Transportzeit umfasst die Zeit, die für den Transport des Fertigungsauftrags von einer zur nächsten Bearbeitungsstation benötigt wird.
-
Die Liegezeit ist die Zeit, in der ein Fertigungsauftrag nicht bearbeitet wird, sondern auf seine (Weiter-) Bearbeitung warten muss. Sie kann produktionsbedingt (z.B. Zeiten zum Trocknen oder zur Abkühlung) oder ablaufbedingt (Wartezeit) sein.
Rüst- und Bearbeitungszeit bilden zusammen die sog. Durchführungs- oder Belegungszeit, Transport- und Liegezeit werden zur sog. Übergangszeit zusammengefasst (vgl. Abbildung 1). In Betrieben mit diskontinuierlichen Produktionsprozessen (z.B. metallverarbeitende Industrie oder Elektroindustrie) machen die ablaufbedingten Liegezeiten empirischen Erhebungen zufolge nicht selten bis zu 75% der gesamten Durchlaufzeit aus [Zäpfel 2001, S. 187 und die dort zitierte Literatur] und sind darüber hinaus großen Schwankungen unterworfen, so dass auch die Durchlaufzeiten insgesamt stark streuen [Vahrenkamp 2008, S. 183 und die dort zitierte Literatur]. Abbildung 2 zeigt die Zusammensetzung der Auftragsdurchlaufzeit in ihrer zeitlichen Abfolge.
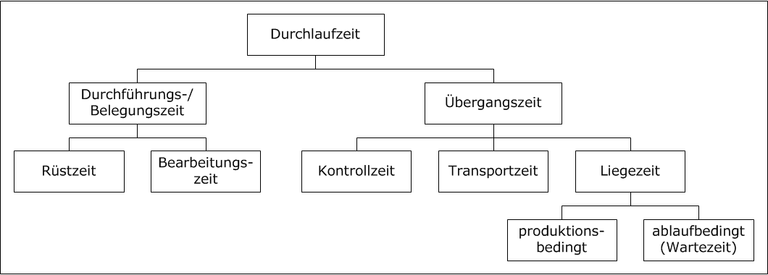
Abb. 1: Komponenten der Durchlaufzeit
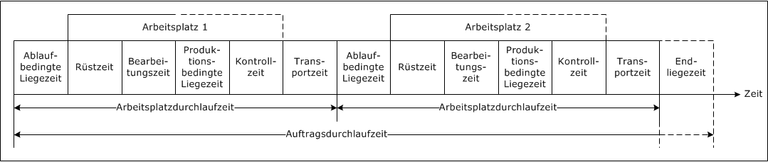
Abb. 2: Zusammensetzung der Auftragsdurchlaufzeit in ihrer zeitlichen Abfolge [Bloech et al. 2014, S. 237; Schneider/Buzacott/Rücker 2005, S. 69]
Plan-Durchlaufzeiten
Da die tatsächliche Durchlaufzeit eines Fertigungsauftrages erst nach Durchführung der Ablaufplanung feststeht, welche im Konzept der hierarchischen Produktionsplanung jedoch erst zu einem späteren Zeitpunkt durchgeführt wird, arbeitet man im Rahmen der Termin- und Kapazitätsplanung mit geschätzten Plan-Durchlaufzeiten [Zäpfel 2001, S. 177 und 185-190]. Zu ihrer Ermittlung sind die Arbeitspläne der Erzeugnisse heranzuziehen. Diese enthalten Informationen über die zu durchlaufenden Fertigungsschritte, die Bearbeitungszeiten auf den einzelnen Bearbeitungsstationen, erforderliche Rüstzeiten, technologisch bedingte Arbeitsgangfolgen und daraus resultierende Transportzeiten sowie produktionsbedingte Liegezeiten. Zu diesen Größen sind die geschätzten ablaufbedingten Liegezeiten zu addieren. Eine einfache Methode zur Schätzung letzterer besteht darin, sie basierend auf Erfahrungswerten über ihren Anteil an der Durchlaufzeit als Vielfaches der Belegungszeit anzusetzen. Beträgt also beispielsweise der Anteil der ablaufbedingten Liegezeiten im Schnitt 75% der Durchlaufzeit, veranschlagt man für die ablaufbedingte Liegezeit das Dreifache der Belegungszeit [Zäpfel 2001, S. 188]. Vielfach wird in der Praxis aber auch mit losgrößenunabhängigen bzw. auf Durchschnittslosgrößen basierenden Plan-Durchlaufzeiten gerechnet [Zäpfel 2001, S. 177].
Die Arbeit mit geschätzten Plan-Durchlaufzeiten und der hohe Anteil ablaufbedingter Liegezeiten sind verantwortlich für den sog. Teufelskreis der Fertigungssteuerung (vgl. Abbildung 3). Zum Planungszeitpunkt unbekannte, aber erfahrungsgemäß lange und außerdem stark streuende Durchlaufzeiten veranlassen das Produktionsmanagement aufgrund von Unsicherheiten und schlechten Erfahrungen bzgl. der Einhaltung der (geplanten oder vom Kunden geforderten) Fertigstellungstermine der Aufträge zu einer präventiven Erhöhung der Plan-Durchlaufzeiten, so dass die Aufträge früher freigeben werden. Dadurch steigt die Belastung des Produktionssystems und in der Folge die Wartezeit vor den einzelnen Bearbeitungsstationen, was wiederum eine Verlängerung der (tatsächlichen) Durchlaufzeiten und aufgrund dieser Beobachtung auch der Plan-Durchlaufzeiten zur Folge hat.
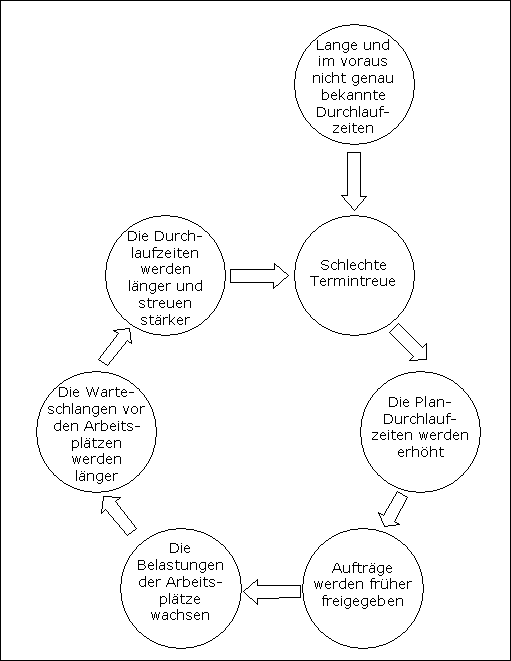
Abb. 3: Teufelskreis der Fertigungssteuerung [Wiendahl 1987, S. 18]
Literatur
Bloech, Jürgen; Bogaschewsky, Ronald; Buscher, Udo; Daub, Anke; Götze, Uwe; Roland, Folker: Einführung in die Produktion. 7. Auflage. Springer Gabler : Berlin/Heidelberg 2014.
Fandel, Günter; Fistek, Allegra; Stütz, Sebastian: Produktionsmanagement. 2. Auflage. Springer : Berlin/Heidelberg 2011.
Glaser, Horst; Geiger, Werner; Rohde, Volker: PPS – Produktionsplanung und -steuerung. 2. Auflage. Gabler : Wiesbaden 1992.
Küpper, Hans-Ulrich; Helber, Stefan: Ablauforganisation in Produktion und Logistik. 3. Auflage. Schäffer-Poeschel : Stuttgart 2004.
Schneider, Herfried; Buzacott, John A.; Rücker, Thomas: Operative Produktionsplanung und -steuerung. Oldenbourg : München/Wien 2005.
Schweitzer, Marcell (Hrsg.): Industriebetriebslehre. 2. Auflage. Vahlen : München 1994.
Vahrenkamp, Richard: Produktionsmanagement. 6. Auflage. Oldenbourg : München 2008.
Wiendahl, Hans-Peter: Belastungsorientierte Fertigungssteuerung. Oldenbourg : München/Wien 1987.
Zäpfel, Günther: Grundzüge des Produktions- und Logistikmanagement. 2. Auflage. Oldenbourg : München/Wien 2001